交流电动机是一种将交流电转化为机械能的装置。它主要由产生磁场的电磁绕组或定子绕组(电磁绕组或分布式定子绕组)和旋转电枢(转子)组成。电动机通过对通电线圈施加力而在磁场中旋转,是利用通电线圈在磁场中受力旋转的现象而制成的。交流电动机分为两种:同步交流电动机(同步电动机)和感应电动机。三相交流电动机的定子绕组由三个线圈组成,它们彼此间隔120度,以三角形或星形连接。当施加三相电流时,在每个线圈中产生磁场,三个磁场组合在一起形成旋转磁场。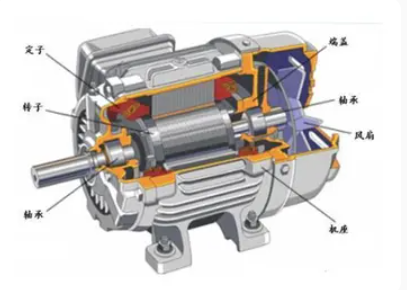

交流电动机简介
编辑交流电动机由定子和转子组成,分为同步交流电动机和感应电动机两种。两种类型的电机都是通过在定子绕组中引入交流电来产生旋转磁场,但同步交流电机的转子绕组通常需要励磁机提供直流电(励磁电流);另一方面,感应电动机不需要在转子绕组上施加电流。
三相交流电机的定子绕组基本上是三个线圈,彼此相隔120度,以三角形或星形连接。当施加三相电流时,在每个线圈中产生磁场,这三个磁场结合在一起形成旋转磁场。电流完成一次完整的振动,旋转磁场正好旋转一次。因此,旋转磁场每分钟转数为N=60f。式中,f为工频。
交流电动机根据转子旋转的速度可分为同步电动机和异步电动机(又称异步电动机)两种。无论负载大小如何,同步电机的转子转速始终与旋转磁场的转速相同,因此此转速称为同步转速。如上所述,它仅由电源的频率决定。异步电动机的转速不是恒定的,它取决于负载的大小和电源电压。三相异步电动机有两种类型:非换向电动机和换向电动机。实际应用中的绝大多数异步电动机都是不带整流器的感应电动机(但并联和串联三相异步换向器电动机具有调速范围大、功率因数高等优点),其转速始终低于同步转速。
交流电动机主要用途
编辑交流电机工作效率高,无烟、无臭、无环境污染、噪音低。由于其一系列优点,广泛应用于工农业生产、交通运输、国防、商用及家用电器、医疗电器设备等各个领域。
交流电动机工作原理
编辑感应电动机的原理
编辑感应电动机又称异步电动机,是指将转子置于旋转磁场中,在旋转磁场的作用下,获得旋转转矩,使转子转动。
感应电动机的外观和内部结构是:转子是一个可旋转的导体,通常呈鼠笼状。定子是电动机的非旋转部件,其主要任务是产生旋转磁场。旋转磁场不是用机械方法实现的。但它是通过几对电磁铁之间的电交换,使它们的磁极特性循环和变化,从而起到旋转磁场的作用。这种类型的电机不像直流电动机那样有电刷或集电极环。根据所使用的交流类型,有单相电动机和三相电动机。单相电机用于洗衣机和电风扇等应用;三相电动机是工厂里常用的动力设备。定子(同步转速n1)产生的旋转磁场与转子绕组之间的相对运动,使转子绕组切断磁感应线,产生感应电动势,从而在转子绕组中产生感应电流。转子绕组中的感应电流与磁场相互作用产生电磁转矩,使转子旋转。随着转子转速逐渐接近同步转速,感应电流逐渐减小,产生的电磁转矩也相应减小。异步电动机在电动机状态下运行时,转子转速低于同步转速。为了描述转子转速n与同步转速n1之间的差异,引入了转差率(转差)。
同步电动机
编辑同步电动机的结构与交流发电机的结构大致相同。它与感应电动机的不同之处在于,它的转子是一个带线圈的突出磁极,由另一台励磁机提供线圈,以接收直流和交流励磁电流。
同步电动机属于交流电动机,定子绕组与异步电动机相同。它的转子转速与定子绕组产生的旋转磁场的速度相同,因此称为同步电动机。因此,同步电机的电流在相位上领先于电压,这意味着同步电机是一个容性负载。因此,在许多情况下,采用同步电机来提高供电系统的功率因数。
控制策略
编辑随着电力电子技术、微电子技术、数字控制技术和控制理论的发展,交流输电系统的动静态特性完全可以与直流输电系统相媲美。交流输电系统已得到广泛应用,以交流输电取代直流输电已逐渐成为现实。
由于交流电机本质上是非线性、多可变性、强耦合、参数时变、扰动大的复杂对象,其有效控制一直是国内外研究的热点。提出了多种控制策略和方法。其中,经典线性控制不能克服负荷和模型参数的大范围变化,以及非线性因素的影响,导致控制性能较低;矢量控制和直接转矩控制也存在一些问题:近年来,随着现代控制和智能控制理论的发展,先进的控制算法已经应用到交流电机控制中,并取得了一定的效果。
稳态模型控制方法
编辑常用的稳态模型控制方案包括开环恒定v/f比控制(即电压/频率=恒定)和闭环转差频率控制。
(1)恒压频率比控制
该方法从变压变频的基本控制方法出发,是一种无速度反馈的开环控制方法。由于低于额定频率,如果电压不变,只降低频率,气隙磁通量就会过大,引起磁饱和,严重的会烧坏电机。为了保持气隙磁通恒定,采用感应电动势与频率之比作为常数进行控制。
该方法结构简单,运行可靠,对控制运行速度要求低。
缺点:开环控制的速度控制精度和动态性能较差;只控制气隙磁通,不调节转矩,导致性能低下;由于没有电流控制,在启动过程中必须有一个给定的集成链接来抑制电流浪涌;低频转矩不足需要转矩补偿来改变低频转矩特性。
(2)闭环转差频率控制
这种方法是一种直接转矩控制方法。当电机稳定运行时,在较小的转差率范围内,只要电机磁通量保持不变,电机转矩与转差角频率近似成正比。因此,控制转矩角频率可以控制电机转矩。
该方法的优点:基本上控制了电机转矩,提高了调速的动态性能和稳态精度。
该方法的缺点:不能真正控制动态过程的扭矩,动态性能不理想。
以上两种控制方法基本解决了电机平稳调速问题,但系统的控制规律仅基于电机的稳态数学模型,未考虑过渡过程。系统在稳定性、起动、低速转矩动态响应等方面的动态性能较差;转矩和磁通是电压幅值和频率的函数。当仅控制扭矩时,I/O之间的耦合可能导致响应速度变慢。即使有很好的控制方案,交流电机也很难达到直流电动机所能达到的性能。但这两种类型的控制有简单的规则,仍然在一般的速度控制系统中使用。适用于对动态性能要求不高的交流调速场合,如风机、水泵等负载。
动态模型控制方法
编辑为了实现高动态性能,必须依靠交流电机的动态数学模型。其动态数学模型为非线性多变量,输入变量为定子电压和频率,输出变量为转速和磁通。目前最成熟的控制方法包括矢量控制和直接转矩控制。
(1)矢量控制(VC)
它是由Blasehlke F.在1971年提出的。在电机动态数学模型的基础上,采用矢量变换方法,将异步电机模拟为直流电机,实现了良好的动态调速性能。
可分为转子磁场定向控制和定子磁场定向控制两种。转子磁链定向控制以转子磁链为参考坐标,通过从静止坐标系到旋转坐标系的坐标变换,将定子电流分解为产生磁链的励磁分量和产生转矩的转矩分量。两个分量相互独立解耦,实现磁链和转矩的独立控制。常用的控制策略是保持励磁电流恒定,改变转矩电流来控制电机转矩;定子磁场定向控制是将同步旋转坐标系的d轴置于定子磁场方向,有利于定子磁通观测器的实现,减弱转子电路参数对控制系统的影响。但在低速运行时,定子电阻压降不容忽视,反电动势测量误差较大,导致定子磁通观测不准确,影响系统性能。若采用转子方程进行磁通观测,会增加系统的复杂性。
该方法的优点:实现了磁通和转矩的解耦,可以独立控制,显著提高了控制性能。
该方法的缺点:对电机参数的依赖性高,且电机参数具有时变特性,难以达到理想的控制效果;即使可以精确测量电机参数和磁通量,也只能在稳态下实现解耦,在弱磁条件下仍然存在耦合;需要假设电机中只有基极正序磁势,这太理论化,不完全符合实际;如果解耦控制回路采用常规PI调节器,其性能会受到参数变化和各种不确定性的严重影响。
矢量控制在交流电机控制中得到了广泛的应用,为了克服矢量控制的缺点,常与其他控制方法相结合。
(2)直接转矩控制(DTC)
它是1985年由德国人德普布罗克·M.提出的。它摒弃了解耦思想,直接控制电机转矩,不需要复杂的变换和计算。将电机和逆变器作为一个整体,利用空间电压矢量分析法在定子坐标系下分析交流电机的数学模型。计算定子磁链和转矩,通过PWM逆变器的开关状态直接控制转矩。
该方法的优点:控制理念新颖,采用“砰砰”控制,系统结构简单,不需要对定子电流进行解耦,静动态性能优异;采用定子磁链进行磁场定向,只要定子电阻已知,即可观测到,使系统性能对转子参数具有鲁棒性;可扩展到弱磁调速范围。
这种方法的缺点:功率开关器件有一定的开/关时间,为了防止同一桥臂上的两个开关直接连接而短路,必须在控制信号中设置死区。但是,死区在每个调制周期内都会引起轻微的畸变,畸变的积累会使逆变器的输出电流产生畸变,引起转矩纹波。低速时死区效应更为明显;低速时定子电阻变化引起的定子电流和磁通畸变;提高逆变器的开关频率有很大的局限性;如果没有电流环,就不能进行电流保护,需要增加限流措施。
该方法已逐渐广泛应用于交流电机控制中,为克服其缺点,常与其他控制方法相结合。VC和DTC方法表面上不同,在控制性能上各有特点,但本质上是相同的。两者分别采用转矩和磁通控制,其中转矩控制回路(或电流转矩分量回路)位于速度回路的内环,可以抑制磁通变化对速度子系统的影响,使速度子系统和磁通子系统近似解耦。
交流电动机常见故障
编辑交流电动机在运行过程中容易因摩擦、振动、绝缘老化等原因而发生故障。如果及时检查、发现并消除这些故障,可以有效地防止事故的发生。
常见故障检查
编辑1. 听声音,仔细定位故障点。当交流异步电动机运行时,如果发现较细的“嗡嗡”声,且高度没有波动,则为正常声音。如果声音粗糙,并有尖锐的“嗡嗡声”或“嘶嘶声”,则是故障的前兆。应考虑以下原因:
(1)铁芯松动的电机在运行过程中的振动和温度波动,会引起铁芯固定螺栓变形,导致硅钢片松动,产生较大的电磁噪声。
(2)由冷却风扇产生的转子转动所产生的声音是一种“呜呜”的声音。如果有像敲鼓一样的“砰砰”声,则是由于电机在突然启动、停止、反向制动等变速情况下的加速转矩引起的,使转子铁芯与轴之间的配合松动。轻者可继续使用,重者可拆卸检修。
(3)轴承噪声电机在运行过程中,必须注意轴承声音的变化。将螺丝刀的一端放在轴承盖上,另一端放在耳上,即可听到电机内部的声音变化。不同的部件和故障有不同的声音。轧轧声是由滚动枪在轴承内部的不规则运动产生的,它与轴承的间隙和润滑油脂的状态有关。“滋”声是一种金属摩擦声,通常是由于磨削造成轴承内缺油所致。轴承应拆卸并用润滑脂润滑。
2. 用气味分析故障电机在正常运行时无异味。如果检测到任何气味,则是故障信号,如烧焦气味,这是绝缘烧烤发出的。随着电机温度的升高,严重时甚至会冒烟;像油焦油的气味一样,它大多是由于轴承中缺少油,以及在干磨状态附近石油和天然气蒸发引起的气味。
3. 使用手感,用手触摸电视机的外壳检查故障,可以大致判断温度。如果用手触摸电机机壳时感觉很热,温度值高,应检查原因,如负荷过大或电压过高,然后根据原因排除问题。
常见故障的原因
编辑1. 电机无启动转矩或卸载时不能启动,产生异常声音。
原因:
(1)三相电源电路(包括刀开关和引线定子绕组)单相断电,导致单相启动。
(2)电源电压过低。
(3)轴承的过度磨损使转子接近定子的侧面,造成定子与转子不同心,气隙不均匀。
2. 电机的启动转矩小,不能在负载下启动。当负载增加时,电机停止转动,有时发出强烈的噪音和局部发热。原因:电网电压低,绕组有匝对匝短路,转子绕组有断线或脱焊现象。启动后,单相断线导致单相运行。
3. 启动电流大,不平衡,声音大,引起保护装置动作,切断电源。原因:定子绕组接线方法可能不正确,绕组对地绝缘可能老化。
内容由随风提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://ispeak.vibaike.com/59337